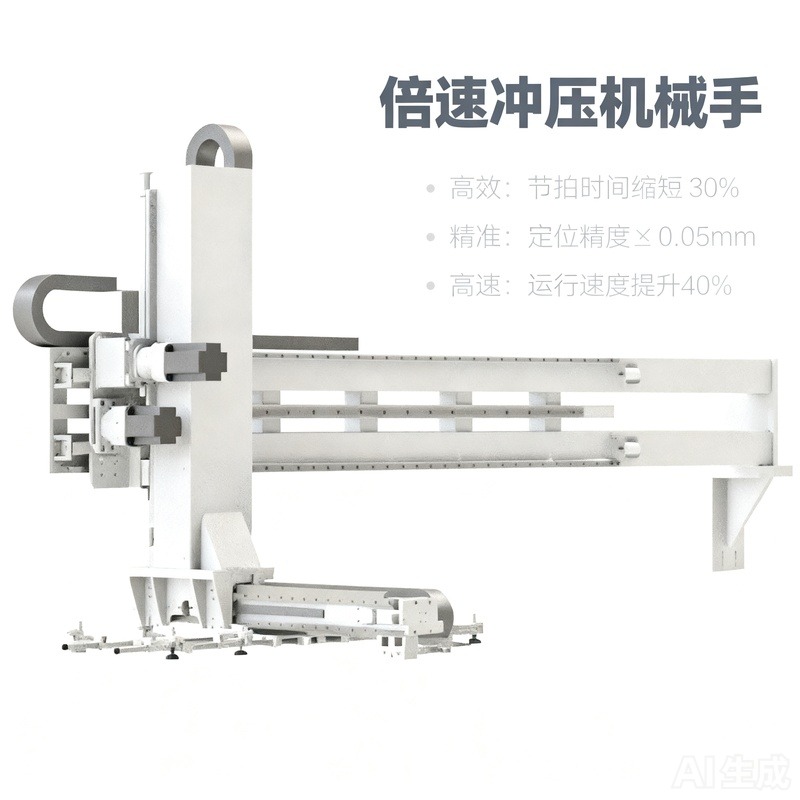
上挂倍速冲压机械手
吊装不占地面 · 双段倍速联动 · 单伺服高效节拍
上挂倍速冲压机械手
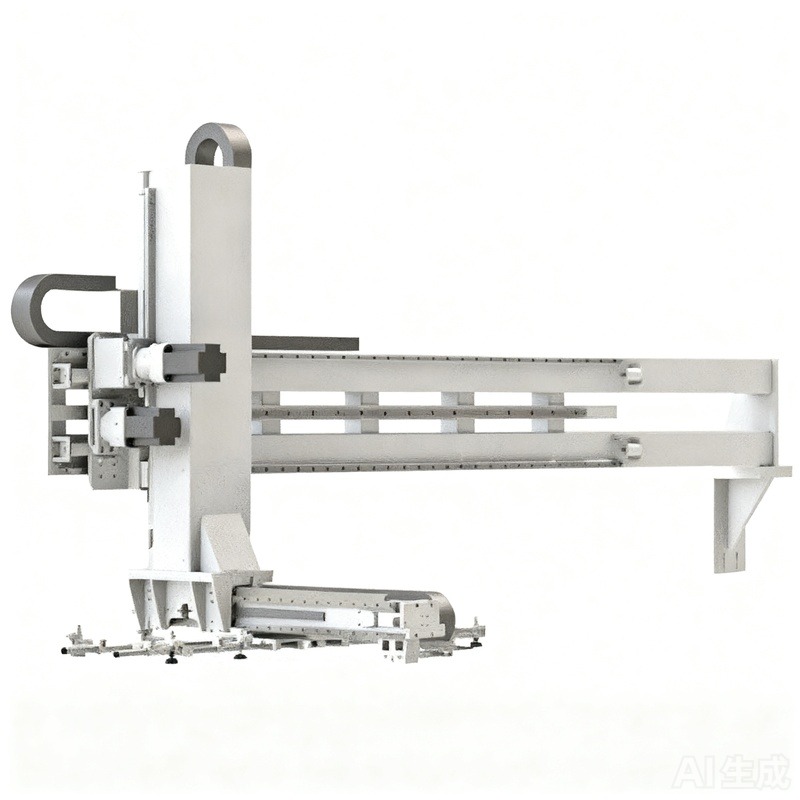
吊装式、高速平移的冲压上下料自动化设备;核心采用「单伺服 + 同步带 / 齿轮双段联动」,母臂与子臂同向叠加,末端速度为两段速度之和,在同等行程下缩短耗时、提升节拍,相较传统单段臂方案可显著提高作业效率。整机固定于冲床上方或横梁,不占用地面空间,适合多台冲床串联的紧凑产线布局。
驱动方式 单伺服电机 + 精密同步带 / 齿轮双段联动
倍速原理 两段移动模组嵌套,同行程耗时减半级优化(视工艺与程序而定)
典型节拍 高效工况约 2~4 秒 / 循环(薄板、小件等可配合更短节拍)
展臂行程 常见可调范围约 1.5~2.5 m(可非标扩展)
重复定位 PLC + 伺服闭环,重复定位精度约 ±0.02 mm
末端工具 真空吸盘(板材)/ 气动夹爪(异形件),支持快速更换
安装方式 上挂吊装,固定于冲床上方或横梁
产品详情
倍速机制:传统单段臂走完全程对应一段行程时间,速度上限受机构制约;倍速方案通过两段模组嵌套与单动力同步驱动,母臂移动时子臂同向叠加滑动,末端合速度为母臂与子臂速度之和,因而在相同移送距离下可显著压缩周期时间。资料示例:展臂约 1.7 m 时,单次取放可低至约 2.3 秒(以实际项目调试为准)。
结构组成:吊装机架承担整机载荷并与线体对位;驱动单元以单伺服为核心,兼顾能耗与成本;双段伸缩臂多采用高强度铝合金,兼顾轻量化与刚性;控制系统由 PLC 与伺服驱动协同,支持多轴联动与节拍优化。可替代人工完成上下料等高重复、高风险工序,伺服闭环有利于减小冲击与定位误差。
应用与改造:适用于 3~8 台冲床或油压机串联的多工位连线,覆盖「片料—拉伸—成型—下料」等流程;亦适合薄板、小零件(如电池壳、端子等)的高速连续冲压;老旧产线可直接替换人工,减少单班人力投入,具体投资回报周期依产量与人工成本核算。
方案说明:移送行程、节拍与夹具形式随产品外形、重量及冲床中心距非标设计;前端可衔接开卷、校平、送料机或其它上料形式;支持安全联锁与扩展诊断接口,特殊规格可定制。
技术参数与对比要点
| 驱动与传动 | 单伺服电机;精密同步带 / 齿轮双段联动(母臂 + 子臂同向叠加) |
|---|---|
| 运行节拍(参考) | 高效区间约 2~4 秒 / 循环;常规单段方案常见约 5~8 秒 / 循环(与模具、冲次、行程相关,以工艺评估为准) |
| 展臂行程(参考) | 常见可调约 1.5~2.5 m,可按项目扩展或缩短 |
| 重复定位精度 | 约 ±0.02 mm(伺服闭环、负载与速度相关) |
| 末端执行 | 真空吸盘 / 气动夹爪,模块化换装,适配多种产品 |
| 控制系统 | PLC + 伺服驱动,人机界面参数可调,支持节拍优化 |
| 安装布局 | 上挂吊装于冲床上方或横梁,不占地面通道与工位侧向大面积空间 |
| 能耗与维护 | 单伺服路线有利于控制能耗;结构相对简化,维护点位集中,具体对比以机型为准 |
| 典型行业 | 汽车、家电、3C、新能源等钣金与小型冲压件产线 |
| 特殊规格 | 可非标定制行程、节拍、夹具与线体接口 |
与传统单轴机械手对比(摘要)
| 对比项 | 传统单轴机械手 | 上挂倍速冲压机械手 |
|---|---|---|
| 驱动方式 | 多伺服或气缸组合 | 单伺服 + 同步带联动双段结构 |
| 运动速度 | 常规约 5~8 秒 / 循环 | 倍速区间约 2~4 秒 / 循环 |
| 安装方式 | 落地或侧挂,占用地面或侧面空间 | 上挂吊装,不占地面 |
| 能耗水平 | 相对较高 | 资料表述可较传统方案降低约 30% 以上(依配置与工况) |
| 维护与回报 | 多部件维护成本与周期因机型而异 | 结构简化、维护便捷;资料表述回收周期可缩短至约 3~4 个月(依产量与人工) |
相关产品



智联未来
码上沟通 · 获取方案
扫码添加微信或关注抖音,获取免费技术咨询与初步方案

官方微信
实时沟通 · 快捷服务

抖音官方号
案例演示 · 技术分享